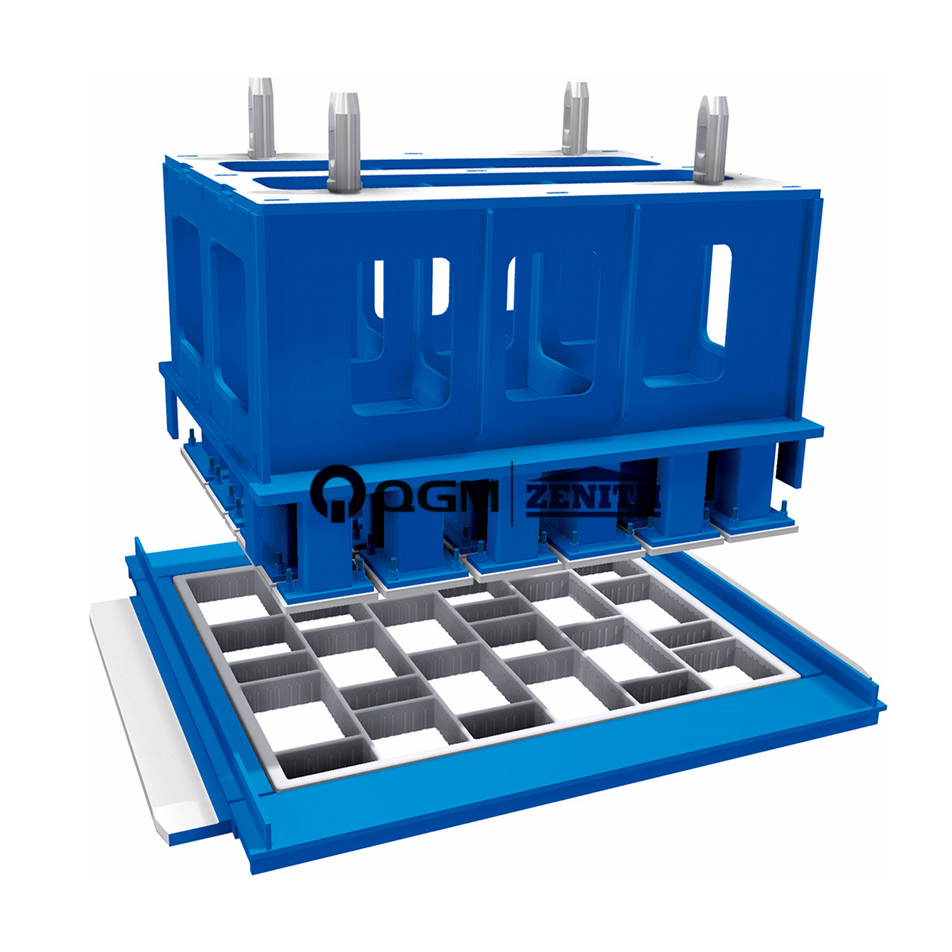
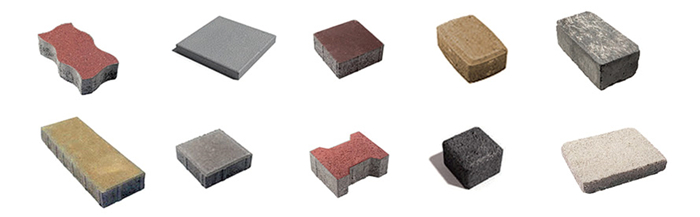
Moules pour blocs de pierre à pavé
Le moule de pavé QGM adopte un acier de carburation à haute résistance en alliage à faible teneur en carbone et intègre une technologie de coupe de câblage précise, une technologie de traitement CNC de haute précision et une technologie de numérisation 3D pour fournir aux clients une personnalisation du moule. Ces technologies peuvent concevoir une variété de contours et de formes géométriques. 0,4 mm, avec des coins verticaux précis et des parois latérales lisses. Les pavés produits par QGM sont faciles à démouler, de haute précision, sans bavures. Les moules peuvent réaliser une conception numérique de surface libre et une conception d'échange de plaques de pression.
Afin d'assurer la durabilité du moule, le moule payeur QGM adopte un traitement de carburation. Les cadres de moule et les plaques de pression sont durcis à 60-63HRC et la profondeur de durcissement mirnimuim est de 1,2 m. Selon les demandes des clients, le moule peut être conçu et fabriqué par soudage ou frein-filet modulaire.
Nous proposons des moules pour pavés de haute qualité pour tous les types de machines et de raccords d'outils dans les versions suivantes :
A) COUPE À LA FLAMME DE CONCEPTION DE MOULE
Épaisseurs de bande étroites réalisables
Exploitation optimale du moule
Jeu du sabot de tampon dépendant de la machine de 0,2 à 0,5 mm
Possibilité de parois latérales contre-coniques
Aucune rainure de maintien nécessaire
Conception typique pour machines de production multicouche
Conception de feuille de retrait en option
Grâce à la numérisation, une conception de surface libre est réalisable
Conception de chaussure de tampon chauffante viable
B) CONCEPTION DE MOULE FRAISÉ
Applicable à tous les contours et géométries
Tolérances dans la boîte à moule inférieures à +/- 0,3 mm
Jeu du sabot de tampon dépendant de la machine de 0,2 à 0,5 mm
Parois latérales verticales, inclinées et lisses avec précision
Démoulage facile
Haute précision d'ajustement
Supports d'espace dans toutes les conceptions possibles réalisables
Conception de feuille de retrait en option
Grâce à la numérisation, une conception de surface libre est réalisable
Conception de chaussure de tampon chauffante viable
Portez une protection pour tous les moules de chaussée comme suit :
A) CÉMENTATION (62-68 HRC)
Boîte de moulage et sabots de tampon trempés (62-68 HRC)
Dureté de pénétration min.1,2 mm
B) NITRARANT (62-68 HRC)
Boîte de moulage et sabots de tampon nitrés (62-68 HRC)
Dureté de pénétration min.0,4mm
Pratiquement aucune contrainte interne par rapport aux moules traités par carburation
Recommandé pour les petites épaisseurs de bande
Précision de contour supérieure à celle des moules traités par carburation
Suivant les exigences des clients, nos moules peuvent être conçus et fabriqués selon des méthodes de soudage ou de verrouillage de filetage modulaire.




